

一貫加工
お客様と50社以上のお取引先様のご協力により培ってきた技術力・品質実績など天龍産業株式会社の強みをご紹介させていただきます。
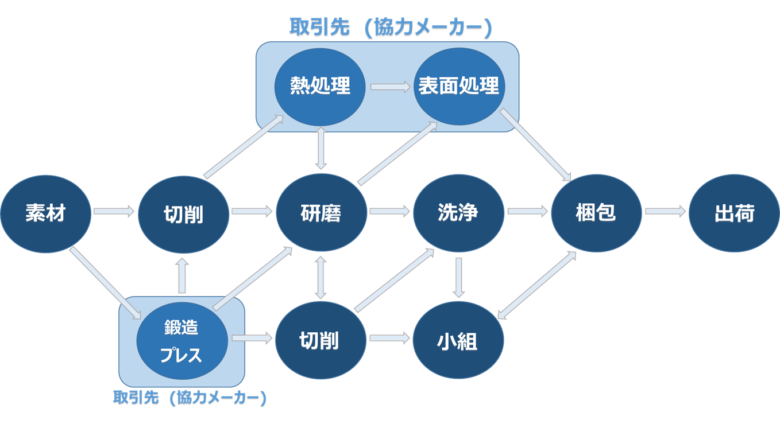
弊社では、各種材料調達~出荷までお客様のお求めになられる製品を完成した状態で、納入させていただくことが可能です。
素材調達
| 鋼種 | 材質 | 名称 |
| 鉄 | ・SS400 ・S10C ~ S55C ・SCM415 SCM420 SCM435 ・STKM11 ~ STKM17A | 一般構造上圧延鋼材 炭素鋼 クロモリ系 機械用構造鋼管 |
| 非鉄 | ・SUS303 SUS304 SUS440 ・アルミ20系 アルミ50系 アルミ60系 ・PBB2H | ステンレス アルミ 真鍮 |
| 特殊鋼 | ・SPCC ・SUJ2,SK材 | 冷間圧延鋼板 高炭素クロム軸受鋼鋼材 |

調達可能径
・小径(Φ5) ~ 大径(Φ100)
丸棒材
・磨き材(-D) , 黒皮材(-R) , 調質材(H)
パイプ材
・シームレス,電縫管,様々な材質に対応可能です
・肉厚:素材径の20%
例:Φ100の場合:20mm Φ50の場合:10mm
・溶接方法
電気抵抗溶接(自動車/オートバイ用)
TIG溶接(配管用)
調質材
・丸棒:HRC17~25
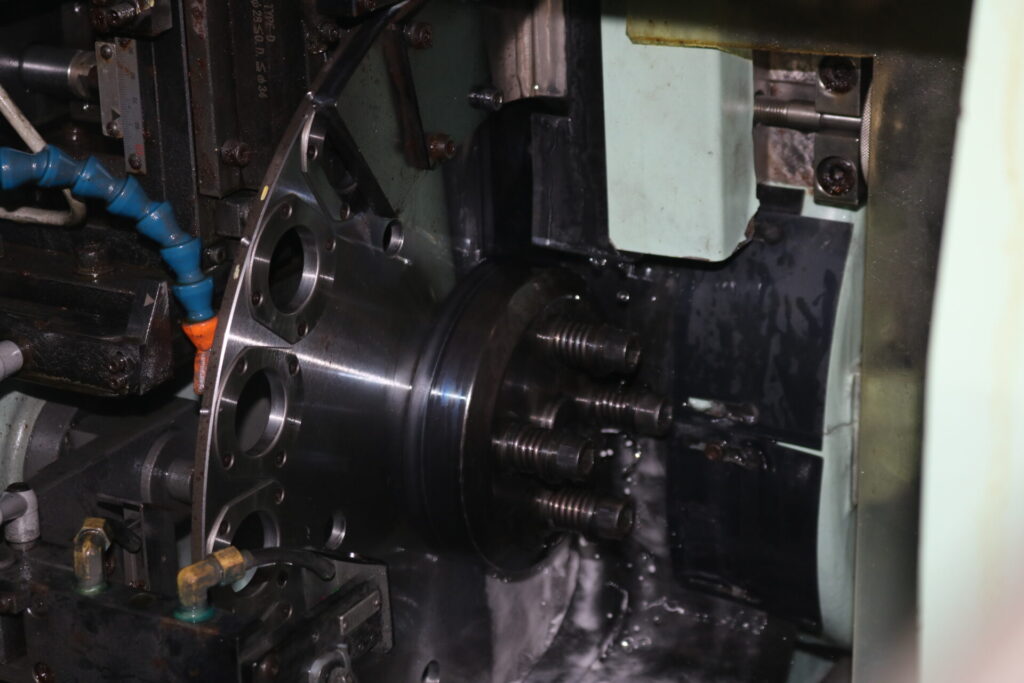
切削
主軸固定型、主軸移動型のNC自動盤を使用した丸棒材やパイプ材を加工致します。
仕上げ工程にてNC旋盤を使用し厳しい公差にも対応させていただきます。


鍛造・プレス
鍛造については、金型手配~素材調達/製品加工まで対応可能です。プレスについては、パイプ材に穴明け、面押しなど特殊加工可能です。
熱処理
調質/浸炭/浸炭窒化/ガス軟窒化/高周波焼入れなどの一般的な熱処理から、特殊熱処理にも対応させていただきます。
調質 (焼入焼戻)
炭素が一定以上含まれる鋼をオーステナイト化温度以上に加熱し、急速冷却することにより鋼の硬度を上げる操作を言います。
処理後は焼戻しを行うことにより、硬度は低下するが靱性が高く、引張強度、耐力、伸び、絞り、衝撃等の機械的性質が向上します。
浸炭焼入
浸炭性雰囲気中で加熱し、製品表層部に炭素を浸透・拡散させて焼入れを行う処理です。
滴注式の浸炭炉で、量産品処理の場合浸炭のばらつきも少なく処理量の制限も緩和できます。
浸炭窒化焼入焼戻
浸炭性ガスに窒素を含む数%のアンモニアガスを添加し、製品表層に炭素と窒素を浸炭・拡散させて焼入れを行う処理です。
窒素の影響により焼入れ性が良くなり合金鋼の代わりに炭素鋼の使用が可能になります。
ガス軟窒化
窒素を活用した表面改質で鋼のフェライト温度領域である450~600℃程度で処理をします。
主にアンモニアガスを炉内に供給して鋼に窒素を表面から浸透拡散させる方法で、表面に窒素と鉄の化合物層を形成させます。
特に耐食性や耐摩耗性を必要とする薄板部品に優れたものになります。
高周波焼入れ
高周波焼入れとは、金属材料を硬化させる目的の処理の事です。高周波の誘導電流を活用し、金属材料の表面部分に急速に熱を加え、その後急速に冷やして加工します。高周波焼入れを行うことで、耐疲労度と耐摩耗性に優れているためです。
加えて、表面もしくは一部分に加工を行うため、熱を加えたことによる部品の変形のリスクを低減するメリットがあります。
綺麗な仕上がりだけではなく、品質も安定することができる加工方法です。
研磨
様々なタイプの研磨機を駆使し寸法・面粗度・幾何公差を精度保証しております。
寸法については、μ台に対応可能で、面粗度についてはRz0.8まで対応可能です。
芯なし研削盤

製品をセンター穴において支持したり、外径をチャック等に把握したり、工作物を固定せず、研削砥石と調整車および支持刃(ブレード)で交えて円筒研磨を行います。この方式を芯なし研削といい、使用する工作機械を芯なし研削盤(センタレス)と言います。芯なし研削では、加工部分が全長に沿って支持される為、均一な研削ができ、細い工作物の取り付け、取り外しが不要で、生産性が高い加工方式です。
精密円筒研削盤

円筒研削盤とは、丸物の外径(円筒)とテーパーを研削することが出来る工作機械です。
精度的には、芯なし研削盤(センタレス)より高精度の加工が行える設備です。
両頭平面研削盤
両頭研削盤は、2つの砥石を向かい合わせて回転し、その砥石の間に工作物を通すことで両面を同時に研削することのできる、平面研削盤を両頭研削盤と呼びます。
ベアリングの内輪・外輪・ピストン・リングなどの両面が平行な工作物を大量に研削したい時に、この両頭研削盤を使用します。
平面研削盤

砥石を回転させたままワークを押し付け、テーブルの平面方向の移動で形を整えます。平面研削盤は、砥石軸の向き(縦・横)とテーブルの運動方向(円・往復)で名称が分かれます。円筒研削盤はワークが回転式の為、円筒形状しか加工できませんが、平面研削盤では、ワークは回転しない為、平面・四角の溝・V溝・R溝・側面などを加工できます。
表面処理
亜鉛めっき(ガラ・静止)・リン酸マンガン処理・ジオメット・アルマイト・Kコート・デフリックコート・SQ処理・コスマ・パーカーライジング・ショットピーニング・その他特殊表面処理に対応致します。
洗浄

超音波洗浄機を使用しクリーンな製品をお客様にお届けすることで、安定品質に寄与します。
ASSEMBLY
組付品については、画像判定、治具、員数管理等を用いて品質保証をしております。
お気軽にお問い合わせください。0538-59-3690受付時間 8:00-16:40 [ 土・日除く ]
お問い合わせ